-

江門鈑金開(kāi)料:如何計(jì)算出尺寸
2022-06-05 1028
1)直線樣板料板件料表的制作。分析:圖l所示的兩種板件為不規(guī)則梯形,制作這種類型的料表時(shí)一般按三角形或矩形來(lái)考慮。料表:98*110三角樣2)弧線樣板料板件料表的制作。所示的是一塊帶弧度的樣板料,下料時(shí)在圓弧地址的方向標(biāo)準(zhǔn)應(yīng)加5-10 mm的剪切余量。核算:(略),料:。2)弧線樣板料板件料表的制作。所示的是
-

江門激光切割加工:激光切割為什么要吹加氣體
2022-04-15 853
其實(shí)在激光切割加工時(shí),大部份采用的是空氣,或許氧氣,還有就是氮?dú)狻K囊鈭D就是為了吹走殘?jiān)缓蟮竭_(dá)較好的切割效果。其次使用氣體吹走熔渣的同時(shí),是為了維護(hù)鏡片,避免熔渣貼附在鏡片上,影響切割質(zhì)量;使用氮?dú)馇懈睿軌蛴杏玫牡竭_(dá)切割面光潔,無(wú)毛刺無(wú)掛渣的效果,歸于精切割了;使用氧氣切割,氧氣能夠助燃,
-

江門鈑金開(kāi)料:鈑金加工機(jī)箱機(jī)柜拆卸方法
2022-02-28 907
鈑金加工機(jī)箱機(jī)柜是鈑金加工職業(yè)中一個(gè)非常重要的組成部分,在鈑金機(jī)箱機(jī)柜的出產(chǎn)過(guò)程中只要具有了精美的機(jī)器和相應(yīng)的技術(shù)才能夠?qū)⑩k金加工做好。那么面臨那些看似巨大的鈑金機(jī)箱機(jī)柜的出產(chǎn)其實(shí)都是從一個(gè)個(gè)小的零件開(kāi)端拼裝起來(lái)的。在進(jìn)行小零件匯總后就是對(duì)鈑金外殼的出產(chǎn),然后保證其能夠飽嘗外界的侵襲。鈑金加
-

江門鈑金開(kāi)料:如何計(jì)算鈑金加工成本的
2021-12-03 1145
一般來(lái)說(shuō),很多人都會(huì)關(guān)心價(jià)格,鈑金加工廠家對(duì)于鈑金加工的成本計(jì)算也是很注重的,詳細(xì)是由哪幾個(gè)方面組成呢一、在整個(gè)鈑金制作過(guò)程中以客戶為中心,經(jīng)過(guò)科學(xué)的工藝,精熟的技能能力,產(chǎn)品高品質(zhì)率,加強(qiáng)本身辦理,為客戶供給更為經(jīng)濟(jì)的加工方案。二、高低壓配電柜、工控機(jī)箱、通信電力機(jī)柜、電腦機(jī)箱等等類型
-

江門鈑金開(kāi)料:鈑金工藝有哪些
2021-11-10 1041
對(duì)于任何一個(gè)結(jié)構(gòu)件來(lái)說(shuō),它都有加工過(guò)程。先將鈑金加工廠零件設(shè)計(jì)并繪制成圖紙,將其結(jié)構(gòu)表達(dá)出來(lái);再將結(jié)構(gòu)復(fù)雜的零件展開(kāi)成一個(gè)外形及孔易加工的工件。接下來(lái)到了加工環(huán)節(jié),根據(jù)鈑金件結(jié)構(gòu)的差異,鈑金工藝流程有所不同,總結(jié)以下幾點(diǎn).1.下料.下料的方式有多種,主要有以下四種方式:剪床下料.是利用剪床剪出展開(kāi)圖的
-

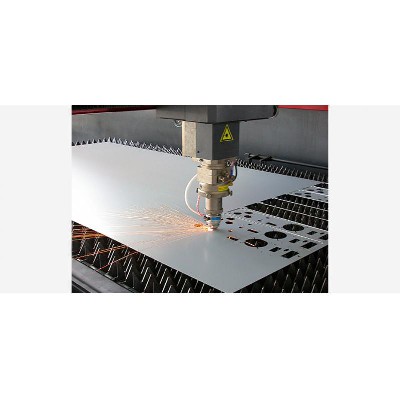
三維激光切割機(jī)床展示
2021-10-13 847
光線被透鏡反射。假設(shè)透鏡有問(wèn)題,則有可能沒(méi)有方法準(zhǔn)確調(diào)整其光程。激光割切機(jī)將激光通過(guò)光學(xué)系統(tǒng)發(fā)射的激光束聚焦成高功率疏密程度激光束。由于這個(gè),有不可以缺少檢查后視鏡是否鎖緊。假設(shè)松脫,在機(jī)器運(yùn)轉(zhuǎn)時(shí),光纖激光割切機(jī)是一種以光纖激光發(fā)生器為光源的激光割切機(jī)。它會(huì)跟隨鏡頭的振蕩,
-
江門激光切割加工:激光切割機(jī)的保養(yǎng)和維護(hù)
2021-07-06 909
激光切割機(jī)的保養(yǎng)跟保護(hù)如下:1、冷卻系統(tǒng)要接地,常常清洗水箱和水路,制冷溫控水箱溫控點(diǎn)要適宜,否則造成激光管破損和結(jié)露,功率下降。冷水頭掉落、壽數(shù)大大縮短,有時(shí)無(wú)法作業(yè),構(gòu)成不斷換管。2、激光切割機(jī)的激光管裝置支點(diǎn)要合理,支點(diǎn)應(yīng)在激光管總長(zhǎng)的1/4處,否則構(gòu)成激光管光斑形式變壞,有時(shí)候再一段時(shí)
-

江門激光切割加工時(shí)出現(xiàn)尖角燒蝕怎么辦?
2021-06-12 934
相信許多廠家在激光切開(kāi)加工時(shí)都會(huì)遇到尖角燒蝕的問(wèn)題,但又不知道該如何去處理它,這是讓人很頭疼的問(wèn)題,現(xiàn)在咱們就來(lái)了解一下尖角燒蝕該怎樣去解決。產(chǎn)生原因:在激光切開(kāi)加工時(shí),激光束在加工完成尖角的一邊轉(zhuǎn)向時(shí),激光束移動(dòng)速度先降低到零再重新開(kāi)始加快到正常運(yùn)行速度,這就會(huì)導(dǎo)致在尖角區(qū)域停留的時(shí)刻相對(duì)
-
江門激光切割加工需要注意哪些
2021-06-02 1014
在經(jīng)過(guò)激光切開(kāi)加工工藝方法對(duì)資料進(jìn)行切開(kāi)加工時(shí),能夠選用的資料品種比較多,這個(gè)時(shí)分人們能夠選用一般金屬資料來(lái)完成切開(kāi)使命,也能夠選擇非金屬資料進(jìn)行切開(kāi),所以激光切開(kāi)加工設(shè)備的運(yùn)用范圍很靈活。 平常運(yùn)用激光切開(kāi)加工設(shè)備進(jìn)行加工期間也能夠有效下降加工成本,縮短加工流程,盡管現(xiàn)在江門激光切割加工需求量很高,這種設(shè)備的運(yùn)用也有效改進(jìn)了加工功率,可是在運(yùn)用激光切開(kāi)加工設(shè)備對(duì)不同資料進(jìn)行切開(kāi)操作時(shí),就需
-

江門激光切割加工的工藝
2021-05-07 1100
1、汽化切開(kāi)。 在激光氣化切開(kāi)進(jìn)程中,材料表面溫度升至沸點(diǎn)溫度的速度是如此之快,足以避免熱傳導(dǎo)形成的熔化,所以部分材料汽化成蒸汽消失,部分材料作為噴出物從切縫底部被輔助氣體流吹走。此情況下需求非常高的激光功率。 為了避免材料蒸氣冷凝到割縫壁上,材料的厚度定不要大大超過(guò)激光光束的直徑。該加工因此只適合于使用要避免有熔化材料打掃的情況下。該加工實(shí)際上只用于鐵基合金很小的運(yùn)用范疇。 該加工不能