-

江門鈑金開料:如何計算出尺寸
2022-06-05 1028
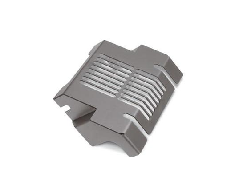
1)直線樣板料板件料表的制作。分析:圖l所示的兩種板件為不規(guī)則梯形,制作這種類型的料表時一般按三角形或矩形來考慮。料表:98*110三角樣2)弧線樣板料板件料表的制作。所示的是一塊帶弧度的樣板料,下料時在圓弧地址的方向標(biāo)準(zhǔn)應(yīng)加5-10 mm的剪切余量。核算:(略),料:。2)弧線樣板料板件料表的制作。所示的是
-

江門激光切割加工時出現(xiàn)尖角燒蝕怎么辦?
2021-06-12 934
相信許多廠家在激光切開加工時都會遇到尖角燒蝕的問題,但又不知道該如何去處理它,這是讓人很頭疼的問題,現(xiàn)在咱們就來了解一下尖角燒蝕該怎樣去解決。產(chǎn)生原因:在激光切開加工時,激光束在加工完成尖角的一邊轉(zhuǎn)向時,激光束移動速度先降低到零再重新開始加快到正常運行速度,這就會導(dǎo)致在尖角區(qū)域停留的時刻相對
-
江門激光切割加工需要注意哪些
2021-06-02 1014
在經(jīng)過激光切開加工工藝方法對資料進行切開加工時,能夠選用的資料品種比較多,這個時分人們能夠選用一般金屬資料來完成切開使命,也能夠選擇非金屬資料進行切開,所以激光切開加工設(shè)備的運用范圍很靈活。 平常運用激光切開加工設(shè)備進行加工期間也能夠有效下降加工成本,縮短加工流程,盡管現(xiàn)在江門激光切割加工需求量很高,這種設(shè)備的運用也有效改進了加工功率,可是在運用激光切開加工設(shè)備對不同資料進行切開操作時,就需
-

江門激光切割加工為什么要加氣體?
2021-04-15 1000
或許關(guān)于激光切開小白來講,在激光切開加工時為什么要增加輔佐氣體和運用的是什么氣體感到不明白。下面群英激光與您分享激光切開加工時吹加氣體的效果。 其實在激光切開加工時,大部份選用的是空氣,或許氧氣,還有便是氮氣。它的意圖便是為了吹走殘渣,然后抵達較好的切開效果。其次運用氣體吹走熔渣的一起,是為了維護鏡片,避免熔渣貼附在鏡片上,影響切開質(zhì)量;運用氮氣切開,可以有用的抵達切開面光潔,無毛刺無掛渣的
-

江門激光切割加工表面粗糙度受什么影響
2021-02-22 826
一般而言,對具有相同特征性和厚度的材料,工藝參數(shù)有一組佳切開工藝參數(shù)。也將得出不同的切口表面質(zhì)量。金屬材料的熔點低、導(dǎo)熱系數(shù)大、熔融物黏度系數(shù)小、金屬氧化物表面張力小,激光切開時易于取得較高的表面質(zhì)量。 激光切開平板時,易于測量表面質(zhì)量,但在進行加工或切開一些雜亂圖案時,就很難對其進行直接的測量,只能借助優(yōu)化實驗參數(shù)來對其表面質(zhì)量進行控制。因而,為便于實現(xiàn)自動化切開,應(yīng)建立起外在優(yōu)化參數(shù)與表
-

江門激光切割加工需要注意哪些細節(jié)
2021-01-30 801
激光切開時該注意切開氧壓力,跟著切開氧壓力的前進,切開氧流量相應(yīng)增加,鏟除粘渣的才能增強,因此可以切開的厚度隨之增大。但壓力增大到必定值,可切開的厚度也抵達大值,在增大壓力,課切開的厚度反而減小。 用一般割嘴氣割時,在壓力較低的情況下,跟著壓力的增加,切開速度前進,但當(dāng)壓力超越0.3mpa今后,切開速度反而下降。用渙散型割嘴切開是,假設(shè)切開壓力契合割嘴的規(guī)劃壓力,則壓力增大時,猶疑切開氧流的
-
江門鈑金開料怎樣注意燒邊問題
2021-01-22 909
在鈑金加工的過程中會發(fā)生大量的熱量,比方激光,便是利用高度會集的能量來到達金屬加工的目的。在運用這種鈑金加工辦法的時候,需求留意燒邊問題。 特別是在小孔的加工中,孔外側(cè)可得到充分的冷卻,單孔內(nèi)側(cè)的小孔部分卻因為熱量可擴散的空間小,熱能過于會集然后引起過燒和掛渣等問題,這就需求我們尋覓辦法來解決。而在以氧氣為輔佐氣體的激光切開中,解決問題的關(guān)鍵在于怎么按捺氧化反應(yīng)熱的發(fā)生。可采用穿孔時輔佐氧氣
-

江門激光切割加工為什么會出現(xiàn)數(shù)據(jù)誤差
2021-01-07 796
激光加工切開技術(shù)性廣泛運用于金屬材料和非金屬材質(zhì)的出產(chǎn)加工中,可大大減少出產(chǎn)加工時間,減少出產(chǎn)成本,提升鋼件品質(zhì)。但是激光加工切開中出現(xiàn)誤差該怎么辦?那麼咱們就務(wù)必從好幾個層面來找尋形成誤差的原因,然后根據(jù)這一原因來把誤差處理掉。下激光加工切開出產(chǎn)廠家就來例舉這種原因供我們參照。 1、鋼件幾何圖形導(dǎo)致誤差 激光加工切開的方針為板才或遮蓋件型件,由于各式各樣?因的影響,激光加工切開方針表層具
-

不同材料如何進行江門激光切割加工
2020-12-31 794
1不銹鋼:激光切開加工不銹鋼需求運用氧氣,在邊緣氧化沒關(guān)系的情況下;運用氮氣以得到無氧化無毛刺的邊緣,就不需求再作處理了。在板材外表涂層油膜會得到更好的穿孔效果,而不下降加工質(zhì)量。 2鋁:雖然有高反射率和熱傳導(dǎo)性,厚度6mm以下的鋁材能夠切開,這取決于合金類型和激光器才干。當(dāng)用氧切開時,切開外表粗糙而堅硬。用氮氣時,切開外表滑潤。純鋁由于其高純非常難切開,只有在 光纖激光切開機系統(tǒng)上安裝有“
-
江門激光切割加工毛刺是怎樣產(chǎn)生的
2020-12-25 765
激光切開機在板金加工中早已遍及,制成品切開質(zhì)量高,已變成板金加工站的規(guī)范配置。但一些顧客在使用使用激光切開機時,切開出去的工件毛刺多,很多人認為是激光切開加工中商品的產(chǎn)質(zhì)量量問題,實際上不以為然。 在板金加工全過程中,使用激光切開機的氣體純凈度、基本參數(shù)等,都是危害到出產(chǎn)加工質(zhì)量,機器設(shè)備+氣體+主要參數(shù),調(diào)理到佳,切開出去的工件是沒有毛刺的。 毛刺是怎樣形成的? 實際上毛刺就是說金屬復(fù)